Il lead time — il tempo che intercorre tra l’ordine del cliente e la consegna dello stampo — è uno dei parametri competitivi più critici nel settore. Chi consegna prima, a parità di qualità e prezzo, vince il lavoro. E chi riesce a farlo sistematicamente costruisce una reputazione che vale più di qualsiasi campagna commerciale.
Ma ridurre il lead time non significa lavorare di fretta. Significa eliminare le inefficienze: le attese evitabili, le ridondanze, i colli di bottiglia che allungano i tempi senza aggiungere valore. In questa guida vediamo dove si nascondono questi sprechi e come eliminarli.
Dove va il tempo: analisi delle fasi del lead time
Prima di ridurre il lead time, bisogna misurarlo. E non solo il totale, ma ogni componente:
| Fase | Descrizione | Sprechi tipici |
| Preventivo e offerta | Dal contatto cliente alla conferma d’ordine | Dati mancanti, attese di approvazione interne |
| Apertura commessa | Dalla conferma ordine all’inizio produzione | Distinta base da costruire da zero, materiali da ordinare |
| Approvvigionamento | Ordine materiali alla disponibilità in officina | Fornitori lenti, ordini in ritardo, materiali sbagliati |
| Produzione | Dalle prime lavorazioni alla consegna | Attese macchine, rilavorazioni, manutenzioni non pianificate |
| Lavorazioni esterne | Invio e ricezione conto lavoro | Lunghe attese, DDT non tracciati, ritardi fornitori |
| Controllo qualità | Verifica finale stampo | Non pianificato, fatto solo a fine lavoro |
| Consegna | Spedizione o ritiro cliente | DDT non pronti, fattura in ritardo |
Le cause principali di lead time eccessivo
1. Approvvigionamento lento
Gli ordini ai fornitori vengono fatti in ritardo perché non si sa esattamente di cosa si ha bisogno finché non si inizia a lavorare. La causa è la mancanza di una distinta base completa al momento dell’apertura commessa.
2. Attese tra fasi di lavorazione
L’operatore finisce una fase e aspetta che il responsabile gli dica cosa fare dopo. Oppure la macchina è occupata da un’altra commessa e non è chiaro quando si libera. Senza visibilità in tempo reale sullo stato di avanzamento, la pianificazione è impossibile.
3. Rilavorazioni e scarti
Un pezzo sbagliato significa ricominciare dall’inizio una fase di lavorazione, a volte con materiali da riordinare. Ogni rilavorazione aggiunge giorni al lead time e costi al consuntivo.
4. Lavorazioni esterne non coordinate
Il conto lavoro esterno (rettifiche, trattamenti termici) è spesso il collo di bottiglia peggiore: il pezzo parte, si aspetta, e non si sa mai con precisione quando torna. Senza tracciamento sistematico, le lavorazioni esterne sono una scatola nera.
5. Informazioni incomplete o errate
Un operatore lavora su dati sbagliati perché la distinta base è stata aggiornata ma lui ha ancora la versione precedente. Una variante non comunicata in tempo richiede smontaggio e rilavorazione.
Strategie pratiche per ridurre il lead time
Strategia 1: Distinta base completa prima di iniziare
Il principio è semplice: non si apre una commessa finché la distinta base non è completa e verificata. Tutti i materiali devono essere identificati, i fornitori selezionati, le lavorazioni esterne pianificate. Solo così l’approvvigionamento può partire parallelamente alla progettazione, riducendo i tempi morti.
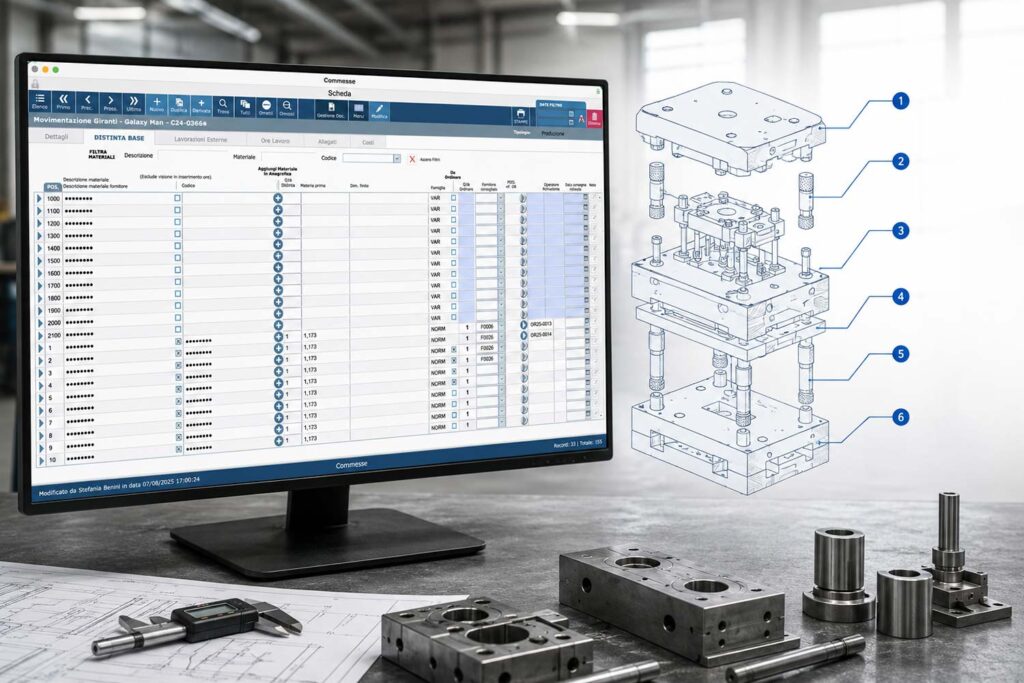
Strategia 2: Ordini automatici dalla distinta base
Con GeStampi, dalla distinta base si generano automaticamente le richieste d’offerta ai fornitori. In un clic si coinvolgono più fornitori, si confrontano le proposte e si converte in ordine quella più conveniente. Il materiale arriva in officina prima che la lavorazione sia pronta — non dopo.
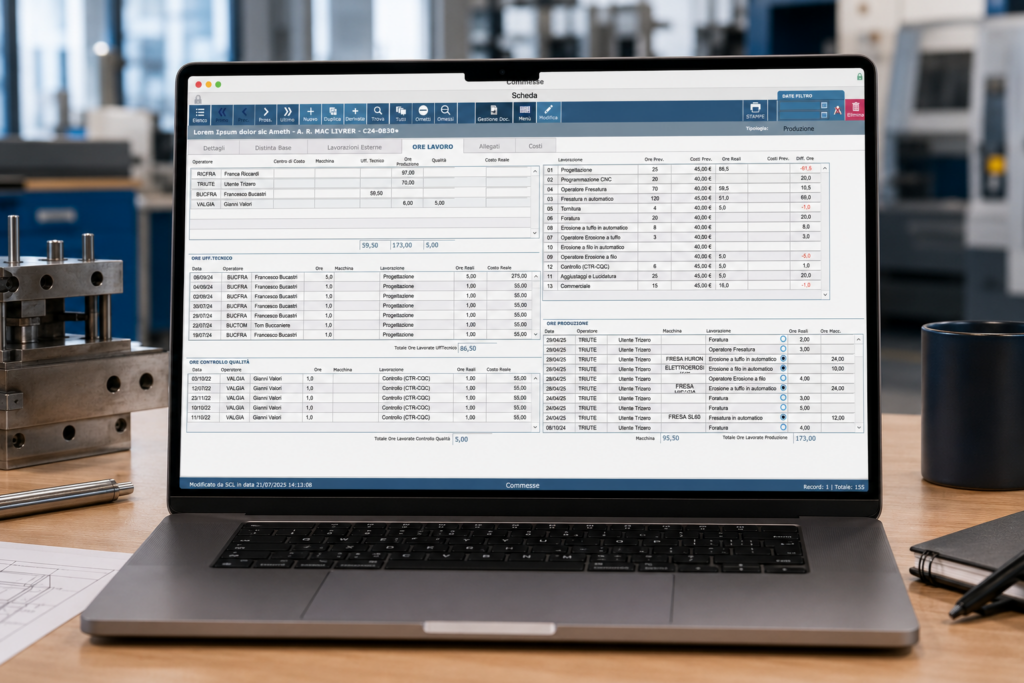
Strategia 3: Visibilità in tempo reale sull’avanzamento
Il responsabile di produzione deve poter vedere, in qualsiasi momento, lo stato di ogni commessa aperta: quale fase è in corso, chi ci sta lavorando, quanto tempo ha richiesto finora rispetto al preventivo. GeStampi fornisce questa visibilità tramite dashboard di avanzamento aggiornate ad ogni timbratura.
Strategia 4: Pianificazione delle lavorazioni esterne
Le lavorazioni esterne devono essere pianificate con anticipo, non gestite come emergenza. Questo significa sapere, quando si apre la commessa, quali lavorazioni esterne sono previste, contattare i fornitori con preavviso sufficiente e tracciare il DDT di conto lavoro per sapere sempre dove si trova il pezzo.
Strategia 5: Standardizzazione delle fasi ripetitive
Molte officine rifanno le stesse operazioni su ogni stampo: setup macchine, controllo qualità, preparazione spedizione. Standardizzare queste procedure (e documentarle in GeStampi come template) riduce i tempi e gli errori.
Strategia 6: Analisi dei ritardi ricorrenti
Con uno storico di commesse tracciato sistematicamente, è possibile identificare i pattern di ritardo: quel fornitore che consegna sempre in ritardo, quella fase di lavorazione che richiede sempre il 20% in più delle ore preventivate, quel tipo di stampo dove le rilavorazioni sono frequenti. Questi dati permettono di agire sulle cause, non solo sugli effetti.
Come GeStampi aiuta a ridurre il lead time
Ogni funzione di GeStampi contribuisce alla riduzione del lead time eliminando una fonte di inefficienza:
- Import distinta base da CAD: la commessa è pronta per la produzione fin dal primo giorno
- Generazione ordini automatica: i materiali vengono ordinati quando la commessa viene aperta, non quando l’operatore si accorge che mancano
- Avanzamento in tempo reale: nessuna attesa di informazioni tra fasi di lavoro
- Tracciamento DDT conto lavoro: visibilità sempre aggiornata sulle lavorazioni esterne
- Storico per commesse simili: i tempi reali di commesse precedenti migliorano la pianificazione di quelle future
Conclusioni: il lead time è un indicatore di efficienza organizzativa
Ridurre il lead time non è questione di lavorare più veloci. È questione di organizzare meglio le informazioni, i materiali e le persone. Ogni ora eliminata dal lead time non è solo un vantaggio competitivo commerciale: è un’ora risparmiata sul costo della commessa.